

Case Study #02 – Giảm 50% lỗi kích thước chiều dài bằng cải tiến điểm tiếp xúc
Sản phẩm gia công trên máy tiện có kích thước 15 +0.06 / -0.06. Tỷ lệ hàng hư là 0.2%, tức là 500 sản phẩm sẽ có 1 sản phẩm NG....

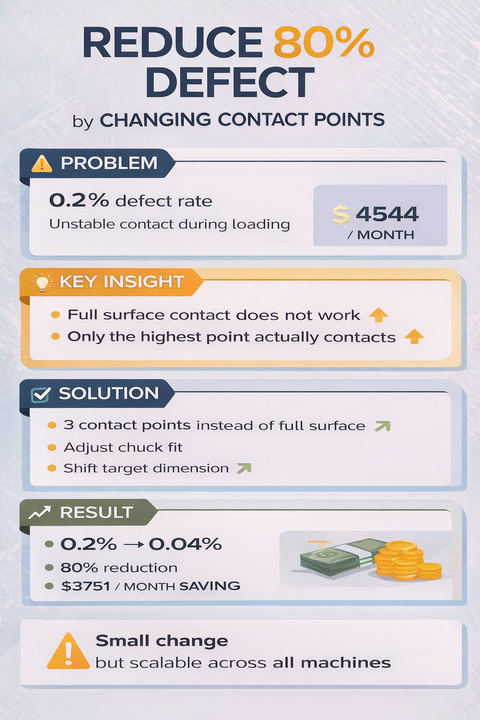
1. Hiện trạng
Sản phẩm gia công trên máy tiện có kích thước 15 +0.06 / -0.06. Tỷ lệ hàng hư là 0.2%, tức là 500 sản phẩm sẽ có 1 sản phẩm NG.
Giá 1 sản phẩm là $3.234.
Bạn thấy số tiền này nhỏ đúng không?
Điều đó đúng nếu sản lượng chỉ khoảng vài nghìn sản phẩm mỗi tháng.
Nhưng ở công ty tôi:
Sản lượng: 145.000 sản phẩm / tháng
Có 5 mã cùng dung sai
👉 Tổng chi phí mất mỗi tháng:
0.2% × 145.000 × 5 × $3.234 = $4544 / tháng
2. Suy nghĩ – Phân tích
Tôi phân loại kích thước này là: 👉 kích thước hư do thao tác gá kẹp
Tức là kích thước này được hình thành từ việc công nhân gắn sản phẩm vào mâm cặp (collet chuck).
Nếu gắn không sát → sau khi gia công sẽ phát sinh NG.
Các nguyên nhân gây lỗi
1. Phoi vụn
Trong quá trình gia công, phoi có thể dính vào bề mặt tiếp xúc giữa sản phẩm và mâm cặp.
Chỉ cần phoi dày khoảng 0.07mm → chắc chắn phát sinh NG.
2. Yếu tố con người
Đầu ca: công nhân còn khỏe → thao tác tốt
Cuối ca: mệt → khả năng gắn không sát tăng lên
Ngoài ra còn yếu tố tâm lý:
Con ốm
Gia đình có việc
Căng thẳng
👉 tất cả đều ảnh hưởng đến độ tập trung
3. Cơ cấu mâm cặp
Mâm cặp dạng collet chuck hoạt động như sau:
Công nhân gắn sản phẩm vào
Dùng chân đạp để đóng mâm cặp
Khi đó mâm cặp rút vào
👉 Lúc này tay phải đẩy sản phẩm vào sát
Nếu không đẩy sát → sản phẩm bị nghiêng → NG
Tôi nói nhiều nguyên nhân như vậy để bạn thấy:
👉 Kiểm soát chất lượng trong sản xuất cơ khí là không hề đơn giản 👉 Không thể chỉ giải bằng 1 nguyên nhân duy nhất
3. Đối sách cải tiến
Tôi có thử nhiều cải tiến nhỏ, nhưng chỉ tập trung vào cái tạo hiệu quả lớn và dễ chuẩn hoá
3.1. Xử lý phoi vụn
Sau khi lấy sản phẩm ra:
Xịt khí trực tiếp vào vùng tiếp xúc
Làm sạch phoi còn bám
Ngoài ra tôi có thêm một phương pháp xịt tự động hiệu quả hơn 👉 ai quan tâm có thể trao đổi thêm
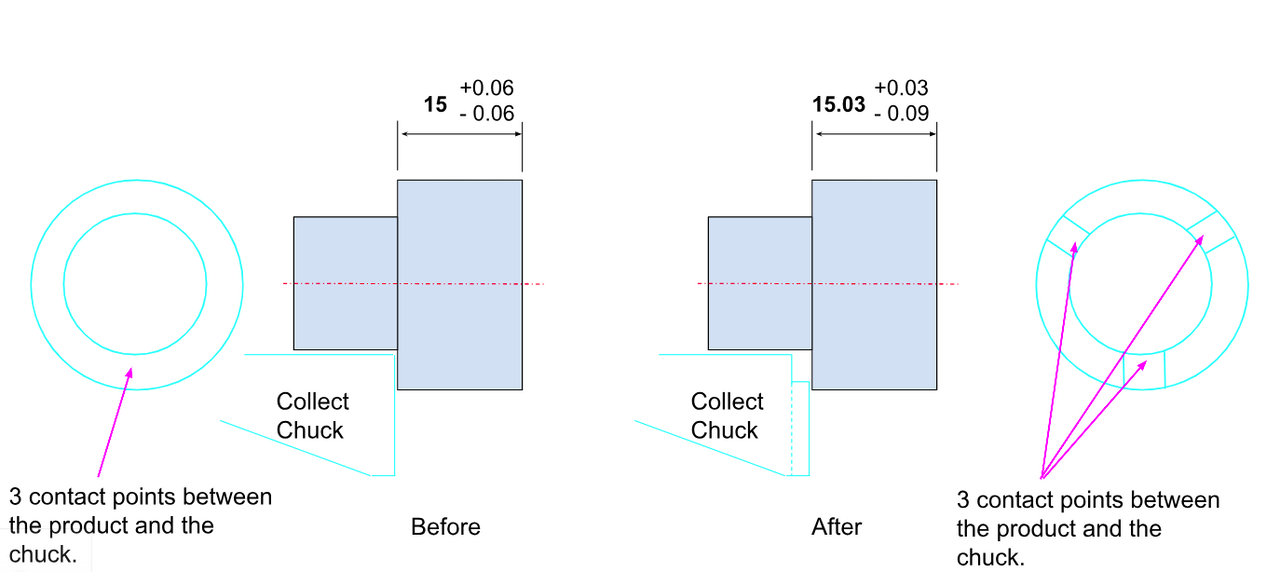
3.2. Thiết kế lại điểm tiếp xúc (cốt lõi)
Trước cải tiến:
Mặt tiếp xúc giữa mâm cặp và sản phẩm là toàn bộ vòng tròn
Sau cải tiến:
Chỉ còn 3 điểm tiếp xúc nhỏ (3mm × 3mm)
👉 Ý nghĩa của thay đổi này:
Diện tích tiếp xúc giảm còn ~20%
Xác suất phoi dính giảm khoảng 80%
Nhưng quan trọng hơn:
👉 Khi mâm cặp đã kẹp, thực tế chỉ có 1 điểm cao nhất tiếp xúc
→ việc để cả mặt tiếp xúc là không có ý nghĩa
⚠️ Lưu ý:
Phải xử lý bề mặt để không làm lõm sản phẩm
Thiết kế phải đủ tinh để không ảnh hưởng chất lượng
3.3. Điều chỉnh cơ cấu gá
Set đường kính mở mâm cặp chỉ lớn hơn phôi khoảng 0.2mm
Có thể thao tác khó hơn một chút
👉 Nhưng:
Gá sẽ sát hơn
Hiệu quả thấy rõ đặc biệt ở cuối ca
Có thể thêm vát C1 để dễ thao tác
3.4. Điều chỉnh kích thước quản lý
Thông thường:
👉 Kỹ thuật sẽ set center = 15
Nhưng khi phân tích hàng NG:
Gần như không có NG phía lớn (15.07)
Chủ yếu NG phía nhỏ (14.93)
👉 Nghĩa là:
Sai lệch thực tế luôn theo một hướng
Nếu vẫn giữ center = 15:
→ lỗi vẫn tiếp tục xảy ra
👉 Giải pháp:
Dịch chuyển center lên (ví dụ 15.01 ~ 15.03)
Nhưng giá trị đúng không phải là 15.03
👉 mà là:
điểm mà phân bố NG cân bằng hai phía
Nếu làm nhanh → có thể chọn như tôi đã làm
Nếu muốn chính xác → phải đo và phân tích phân bố
4. Kết quả
Cơ cấu mâm cặp: giảm 0.02%
Thiết kế 3 điểm tiếp xúc: giảm 0.09%
Điều chỉnh kích thước: giảm 0.05%
👉 Tổng giảm: 0.16% (~80%)
5. Hiệu quả
$750 / tháng / line
$9000 / năm
Triển khai 5 mã:
👉 $3751 / tháng 👉 $45017 / năm
6. Kết luận
Nhiều người nghĩ:
👉 phải kiểm soát kích thước thật chặt
Nhưng thực tế:
👉 vấn đề nằm ở điều kiện tiếp xúc khi gá
Khi chuyển từ:
kiểm soát kết quả
sang:
kiểm soát điểm tiếp xúc
👉 hệ thống trở nên ổn định
7. Góc nhìn Costdown
Đây là một thay đổi rất nhỏ
Không cần đầu tư lớn
Không thay đổi công nghệ
Nhưng:
👉 tác động trực tiếp vào gốc vấn đề 👉 và có thể scale toàn bộ hệ thống
👉 Với tôi, đó mới là Costdown thực sự
costdown
@costdown
Quan điểm - Tranh luận
/quan-diem-tranh-luan
Bài viết nổi bật khác
- Hot nhất
- Mới nhất